


外观造型美观大方总体布局匀称协调。卧式镗床(图1)床身、立柱、下滑座均采用矩形导轨,稳定性好。导轨采用制冷淬硬,耐磨度高。数字同步显示,直观准确,可提高工效降低成本。折叠编辑本段技术参数
型号 TK611B TK611C TK611C/IV主轴直径mm Φ110/Φ130 Φ110/Φ130 Φ110/Φ130工作台尺寸mm 1320×950 1320×950 1320×950工作台最大承重kg 2500×5000 2500×5000 2500×5000工作台纵向行程mm 1300×850 1300×1200 1800×1300主轴箱垂直行程mm 900 900 1200镗轴轴向行程mm 550 550 550主电机功率(变频电机)kw 11(6000rpm) 11(6000rpm) 11(6000rpm折叠编辑本段安全规程
1.遵守铣镗工一般安全操作规程。按规定穿戴好劳动保护用品.2.检查操作手柄、开关、旋钮、夹具机构、液压活塞的联结是否处在正确位置,操作是否灵活,安全装置是否齐全、可靠。3.检查机床各轴有效运行范围内是否有障碍物。4.严禁超性能使用机床。沈阳中捷卧式镗床按工件材料选用全理的切削速度和进给量。5.装卸较重的工件时,必须根据工件重量和形状选用合理的吊具和吊装方法。6.主轴转动,移动时,严禁用手触摸主轴及安装在主轴端部的刀具。7.更换刀具时,必须先停机,经确认后才能更换,更换时应该注意刀刃的伤害。8.禁止踩踏设备的导轨面及油漆表面或在其上面放置物品。严禁在工作台上敲打或校直工件。9.对新的工件在输入加工程序后,必须检查程序的正确性,模拟运行程序是否正确,未经试验不允许进行自动循环操作,以防止机床发生故障。10.使用平旋径向刀架单独切削时,应先把镗杆退回至零位,然后在MDA方式下用M43换到平旋盘方式,若U轴要移动,则须确保U轴手动夹紧装置已经松开。11.在工作中需要旋工作台(B轴)时,应确保其在旋转时不会碰到机床的其它部件,也不能碰到机床周围的其它物体。12.机床运行时,禁止触碰旋转的丝轴、光杆、主轴、平旋盘周围,操作者不得停留在机床的移动部件上。 13.机床运转时操作者不准擅自离开工作岗位或托人看管。14.机床运行中出现异常现象及响声,应立即停机,查明原因,及时处理。15.当机床的主轴箱,工作台处于或接近运动极限位置,操作者不得进入下列区域:(1)主轴箱底面与床身之间;(2)镗轴与工作之间;(3)镗轴伸出时与床身或与工作台面之间;(4)工作台运动时与主轴箱之间;(5)镗轴转动时,后尾筒与墙、油箱之间;(6)工作台与前主柱之间;(7)其他有可能造成挤压的区域;16.机床关机时,须将工作台退至中间位置,镗杆退回,沈阳中捷卧式镗床然后退出操作系统,最后切断电源。折叠编辑本段镗床样例
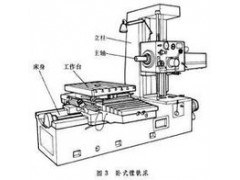
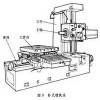
刨台式卧式镗铣床(图2)的床身呈T字形,工作台在床身上作横向移动,立柱作纵向移动;也有立柱不动,而工作台兼作纵向移动的。这种机床适用于长箱体、机架和成组工件的镗孔和铣削。卧式镗铣床(图3)卧式镗床是在老牌T2250基础上开发研制的新一代深孔钻镗床产品,根据工件的长短,该产品选用两种加工工艺,短工件采用授油器授油并液压顶紧:长工件采用镗杆尾部授油,四爪卡盘夹紧,授油器采用创新的主轴结构形式,承重能力有很大提高,旋转精度更高,床身采用适宜深孔加工机床的双面导轨,承载能力大,导向精度更好,导轨经过淬火处理,耐磨性较高,适用于机床制造,机车,船舶,煤机,液压,动力机械,风动机械,等行业的镗削,液压加工,使工件粗糙度达0.4-0.8微米。
型号 TK611B TK611C TK611C/IV主轴直径mm Φ110/Φ130 Φ110/Φ130 Φ110/Φ130工作台尺寸mm 1320×950 1320×950 1320×950工作台最大承重kg 2500×5000 2500×5000 2500×5000工作台纵向行程mm 1300×850 1300×1200 1800×1300主轴箱垂直行程mm 900 900 1200镗轴轴向行程mm 550 550 550主电机功率(变频电机)kw 11(6000rpm) 11(6000rpm) 11(6000rpm折叠编辑本段安全规程
1.遵守铣镗工一般安全操作规程。按规定穿戴好劳动保护用品.2.检查操作手柄、开关、旋钮、夹具机构、液压活塞的联结是否处在正确位置,操作是否灵活,安全装置是否齐全、可靠。3.检查机床各轴有效运行范围内是否有障碍物。4.严禁超性能使用机床。沈阳中捷卧式镗床按工件材料选用全理的切削速度和进给量。5.装卸较重的工件时,必须根据工件重量和形状选用合理的吊具和吊装方法。6.主轴转动,移动时,严禁用手触摸主轴及安装在主轴端部的刀具。7.更换刀具时,必须先停机,经确认后才能更换,更换时应该注意刀刃的伤害。8.禁止踩踏设备的导轨面及油漆表面或在其上面放置物品。严禁在工作台上敲打或校直工件。9.对新的工件在输入加工程序后,必须检查程序的正确性,模拟运行程序是否正确,未经试验不允许进行自动循环操作,以防止机床发生故障。10.使用平旋径向刀架单独切削时,应先把镗杆退回至零位,然后在MDA方式下用M43换到平旋盘方式,若U轴要移动,则须确保U轴手动夹紧装置已经松开。11.在工作中需要旋工作台(B轴)时,应确保其在旋转时不会碰到机床的其它部件,也不能碰到机床周围的其它物体。12.机床运行时,禁止触碰旋转的丝轴、光杆、主轴、平旋盘周围,操作者不得停留在机床的移动部件上。 13.机床运转时操作者不准擅自离开工作岗位或托人看管。14.机床运行中出现异常现象及响声,应立即停机,查明原因,及时处理。15.当机床的主轴箱,工作台处于或接近运动极限位置,操作者不得进入下列区域:(1)主轴箱底面与床身之间;(2)镗轴与工作之间;(3)镗轴伸出时与床身或与工作台面之间;(4)工作台运动时与主轴箱之间;(5)镗轴转动时,后尾筒与墙、油箱之间;(6)工作台与前主柱之间;(7)其他有可能造成挤压的区域;16.机床关机时,须将工作台退至中间位置,镗杆退回,沈阳中捷卧式镗床然后退出操作系统,最后切断电源。折叠编辑本段镗床样例
刨台式卧式镗铣床(图2)的床身呈T字形,工作台在床身上作横向移动,立柱作纵向移动;也有立柱不动,而工作台兼作纵向移动的。这种机床适用于长箱体、机架和成组工件的镗孔和铣削。卧式镗铣床(图3)卧式镗床是在老牌T2250基础上开发研制的新一代深孔钻镗床产品,根据工件的长短,该产品选用两种加工工艺,短工件采用授油器授油并液压顶紧:长工件采用镗杆尾部授油,四爪卡盘夹紧,授油器采用创新的主轴结构形式,承重能力有很大提高,旋转精度更高,床身采用适宜深孔加工机床的双面导轨,承载能力大,导向精度更好,导轨经过淬火处理,耐磨性较高,适用于机床制造,机车,船舶,煤机,液压,动力机械,风动机械,等行业的镗削,液压加工,使工件粗糙度达0.4-0.8微米。
沈阳中捷卧式镗床的详细信息由广东和谐废旧物资回收有限公司提供,该企业负责沈阳中捷卧式镗床的真实性、准确性和合法性。迅收网对此不承担任何保证责任。
本信息网址:https://nanjing.xunshou.com/huishou/xs1995/221523.html 复制本页标题和网址,推荐给您的好友





 您还没有登录,请登录后查看详情
您还没有登录,请登录后查看详情 发布供求信息
发布供求信息 推广企业产品
推广企业产品 建立企业商铺
建立企业商铺 在线洽谈生意
在线洽谈生意